
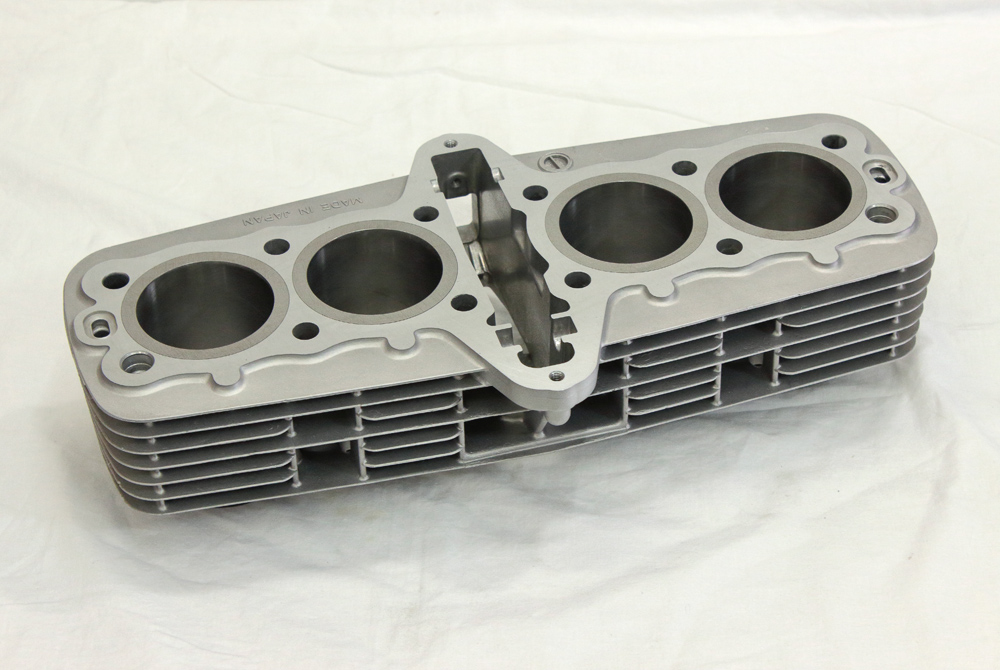
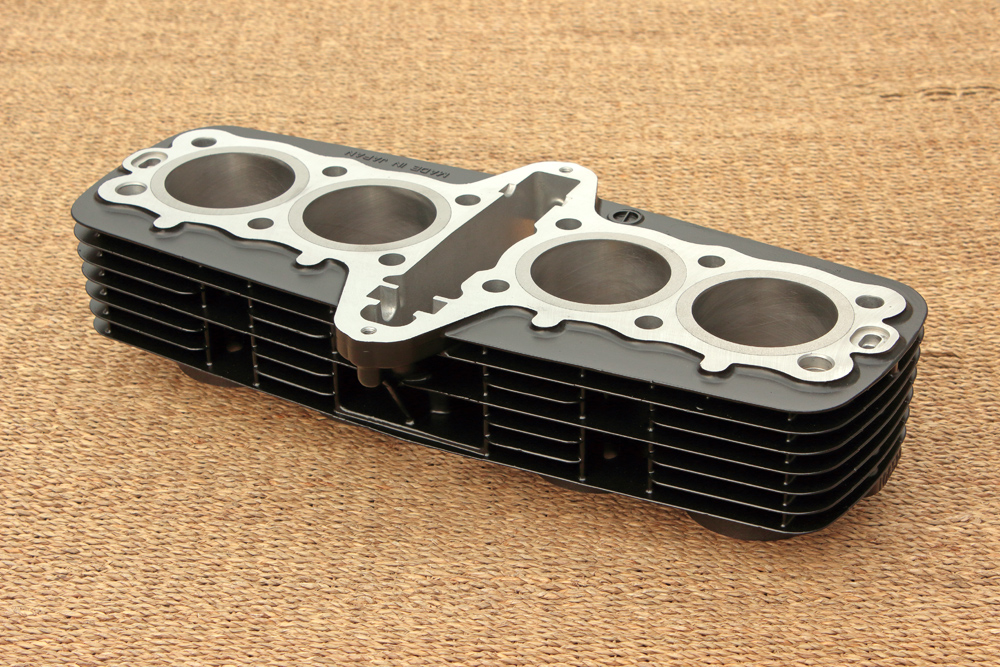
It finally happened: cylinders for Kawasaki KZ650 cafe-racer project are bored, honed to fit a Wiseco K700 piston kit, glass beads blasted painted in black. It’s my third approach to cylinder block.
Original cylinders of my KZ650 engine have chipped cooling fins, so I ordered a spare cylinder from the UK. However they turned out to be of no use. It looks like someone boiled them or something like that: aluminum was all dark grey and a couple of sleeves were protruding over the upper plane. I put sleeves back and cleaned aluminum, then I gave those cylinders into the workshop for boring and honing, but sleeves just started to fall out in the process of machining.
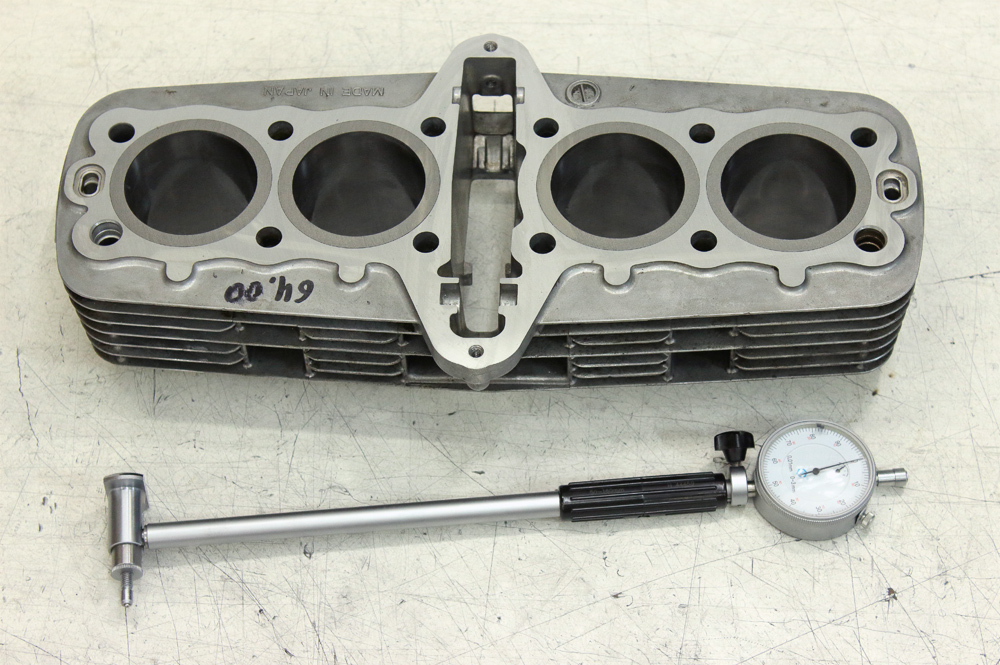
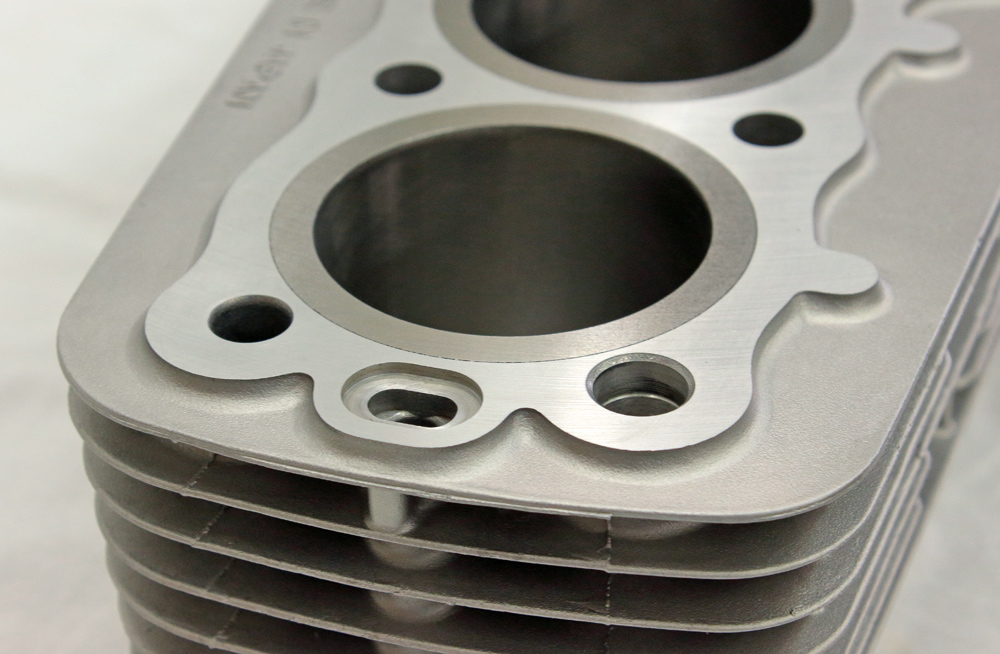
Second cylinders were from the USA and they were in good condition. However they were wasted after importing them here by a specialized workshop that did the work of boring and honing. Wiseco K700 pistons have 39.95mm in diameter and are pretty identical. Piston-to bore clearance recommended by Wiseco is 0.05mm. and this means 64.00mm of recommended bore. Once I got cylinders from that specialized workshop I checked bores dimensions using the standard method described in every service manual. It turned out that for every bore the smallest diameter was 64.01mm while the largest diameter was 64.05mm, which is completely unacceptable.
Thus I was forced to order another cylinder block (from the same USA seller). Pretty mad situation, but seems I became used to such a turn of things. I even could find the bright side of the situation: it’s knowledge. For instance, with four cylinder blocks at hand I found out that there were three types of KZ650 cylinders even before Kawasaki changed the design of cooling fins to angular. If I find the time, I’ll shoot some photos and write the article on KZ650 cylinders.
After two wasted cylinder heads and one cylinder block (in two different specialized workshops), the mere thought about searching new workshop was like a tooth-ache for me: so much of my materials and efforts were wasted by morons. However, once I was ready to start again I intensified the search and in result I found a workshop that could bore and hone cylinders due to my specifications.
It seems I’ve got real psychological trauma after those unsuccessful approaches, because once I’ve got my cylinders back I repeated measurements four times on every bore before I became sure that everything is OK.
 After measurements I cleaned the cylinder block through and out in course of preparation to glass beads blasting. It is crucial to do the work properly even if it takes a lot of time and effort: there will be no grease or sealant or resinous deposits.
After measurements I cleaned the cylinder block through and out in course of preparation to glass beads blasting. It is crucial to do the work properly even if it takes a lot of time and effort: there will be no grease or sealant or resinous deposits.
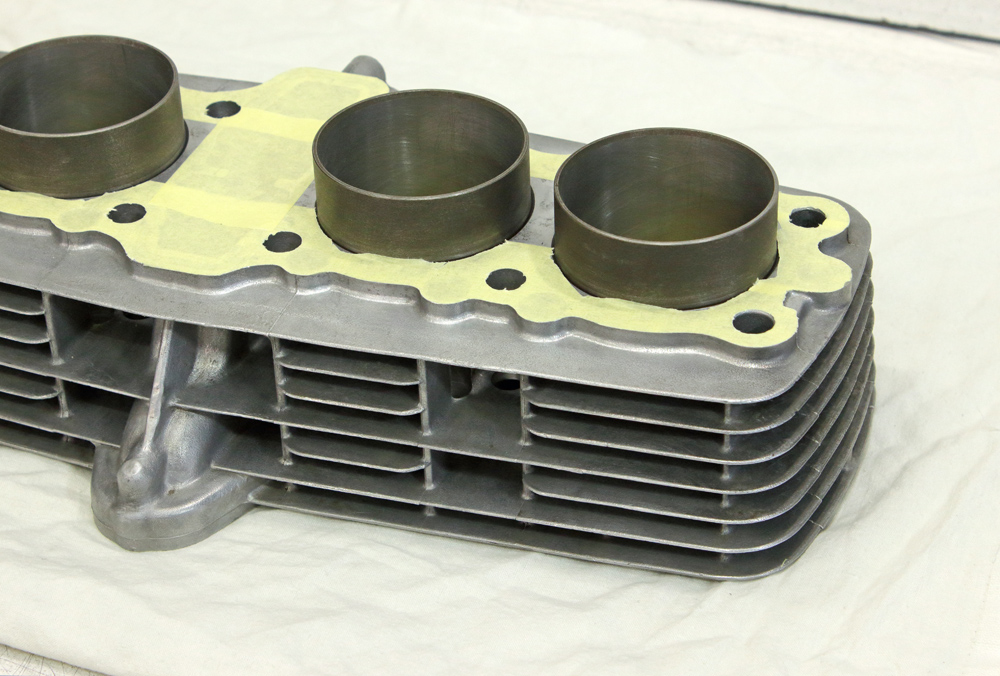
Once I finished with cleaning I started to seal the cylinder block for glass beads blasting. I applied two layers of masking tape to the upper surface of cylinders and one to the lower surface and to the cam chain tensioner port.


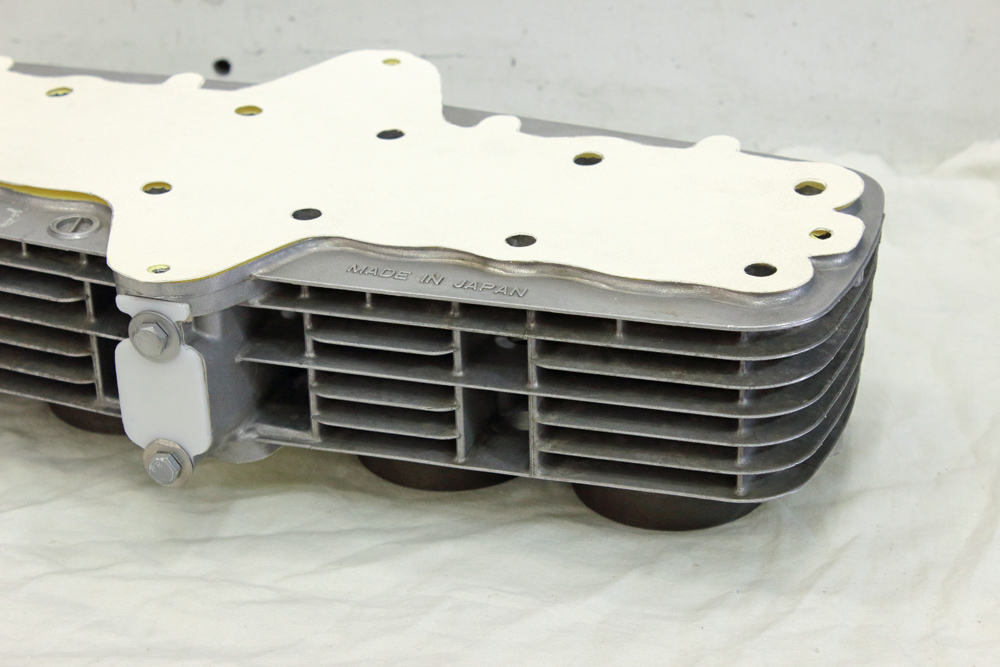
 Then I made paper gaskets and PVC covers for all contact surfaces and installed them using 6mm bolts and 5mm screws (in oil channels). For the upper surface I also used PVC cover which I made for cylinder head in case to provide maximum protection on freshly machined surface.
Then I made paper gaskets and PVC covers for all contact surfaces and installed them using 6mm bolts and 5mm screws (in oil channels). For the upper surface I also used PVC cover which I made for cylinder head in case to provide maximum protection on freshly machined surface.


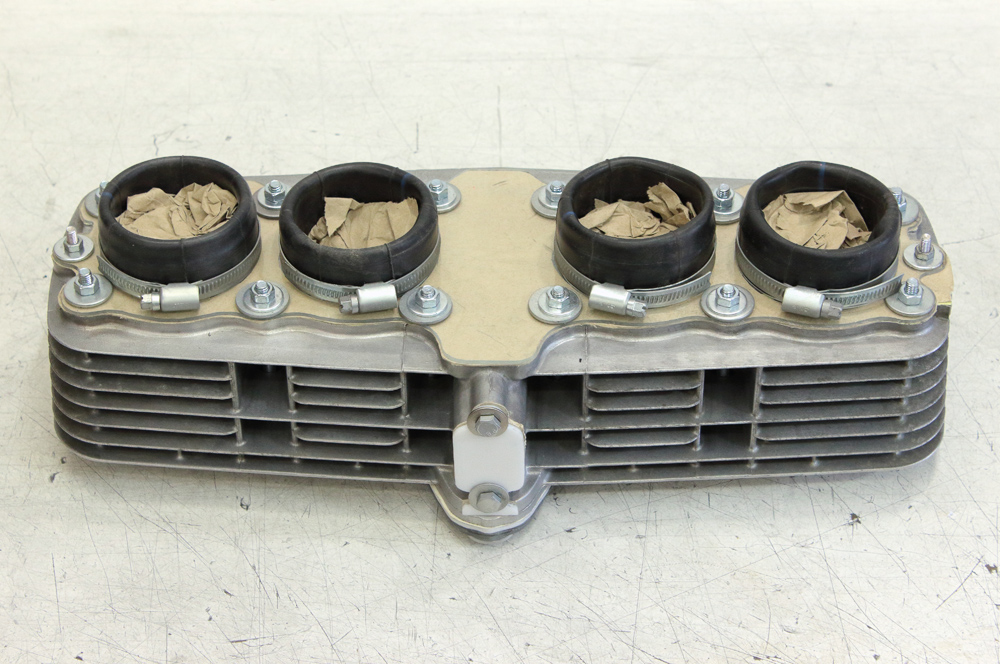
 And here is yet one of my little inventions, a trick that helps to protect cylinders in the course of glass beads blasting: caps from carburetor cleaner, old inner tube cut into pieces, clamps and paper. Simple and effective.
And here is yet one of my little inventions, a trick that helps to protect cylinders in the course of glass beads blasting: caps from carburetor cleaner, old inner tube cut into pieces, clamps and paper. Simple and effective.

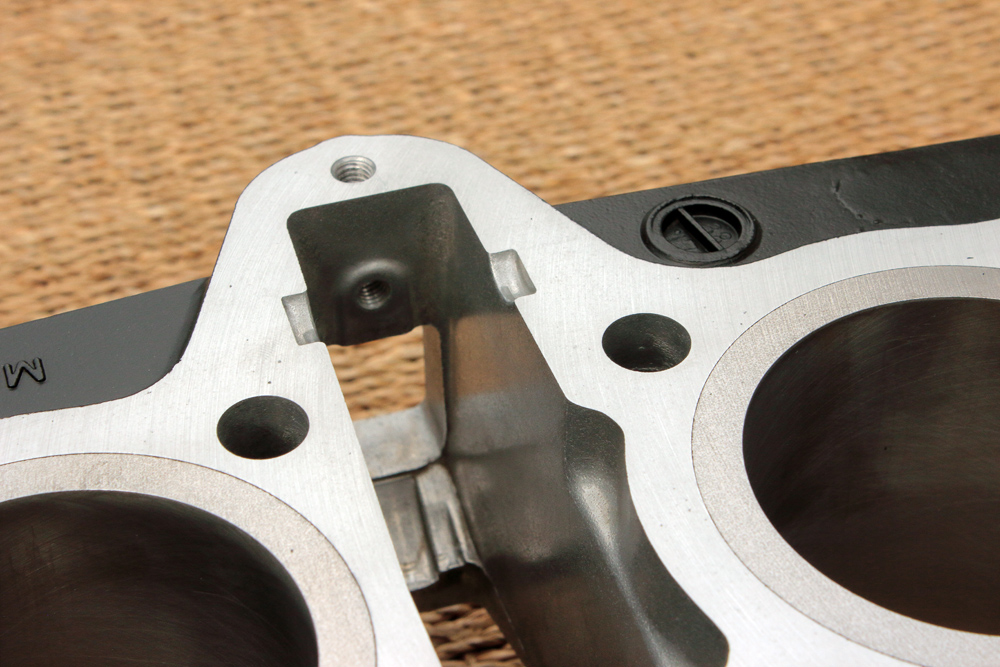
 These preparations and protection measures of mine worked perfectly: all protected surfaces were completely untouched by blasting while the cylinder block was completely clean and ready for painting.
These preparations and protection measures of mine worked perfectly: all protected surfaces were completely untouched by blasting while the cylinder block was completely clean and ready for painting.




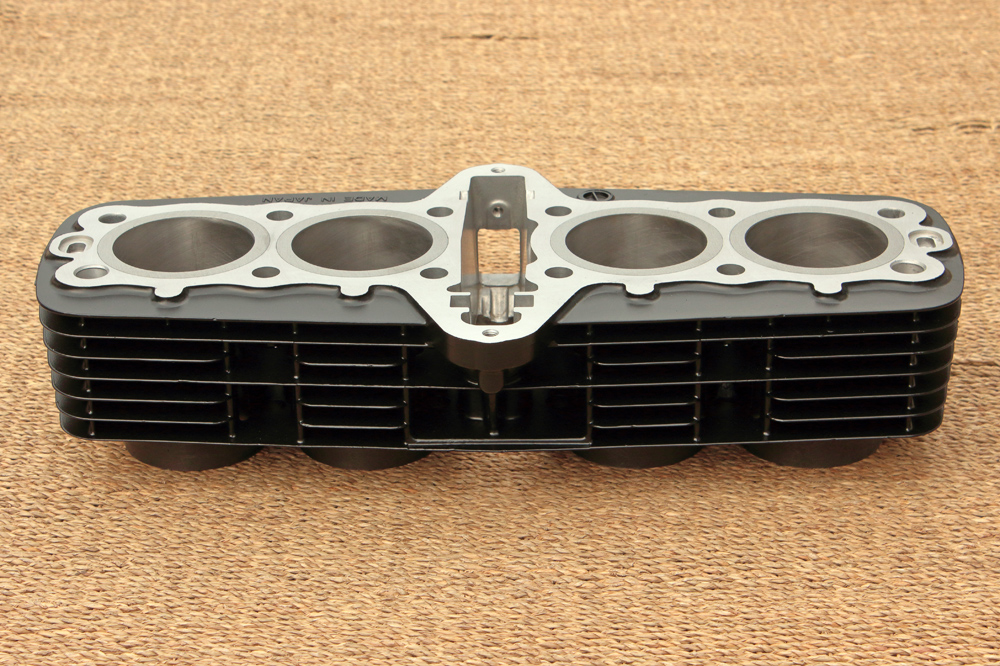
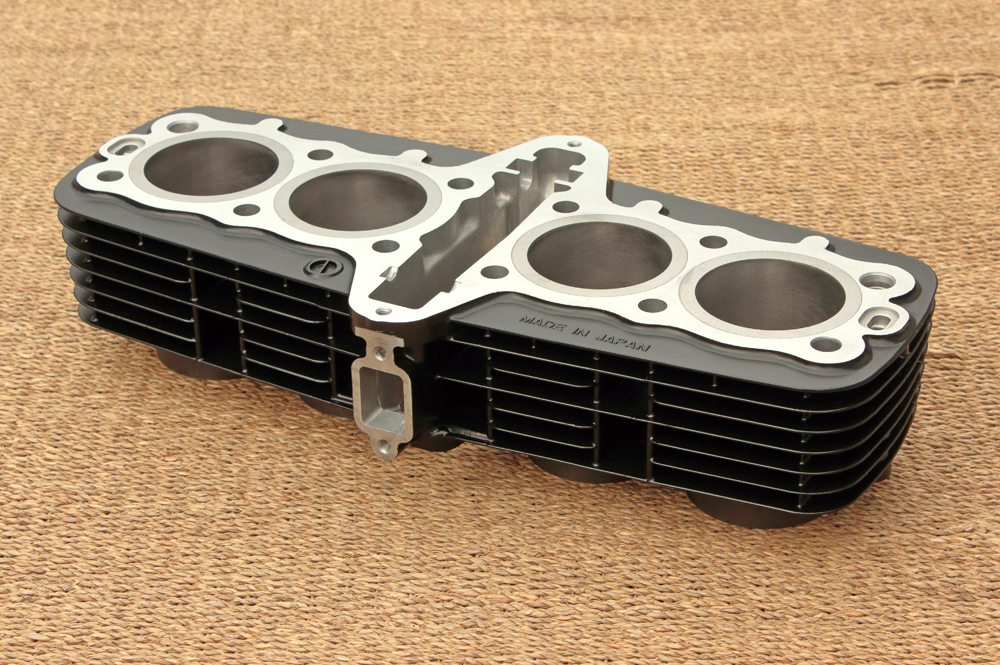
 This time I ordered cylinders to be painted in black (with Eastwood ceramic engine paint) and the result is stunning. This satin black is exactly what I wished for the cylinders of my project. It would be hard to wait a tad before I could put the crankcase, cylinders and cylinder head together even initially.
This time I ordered cylinders to be painted in black (with Eastwood ceramic engine paint) and the result is stunning. This satin black is exactly what I wished for the cylinders of my project. It would be hard to wait a tad before I could put the crankcase, cylinders and cylinder head together even initially.







Hello !!!! Did you end up using a kz750 cylinder block as well as the exhaust head too? Or did you use a kz650 block and only the kz750 head? Please and thank you in advance.